- Что такое 3D печать и 3D принтер?
-
3D печать - это создание (выращивание) виртуальной модели в виде детали. Упрощенно это напоминает выдавливание зубной пасты из тюбика. Расплавленный пластик выдавливается из сопла и прилипает к столу и так слой за слоем.
3D принтер - это принтер, который печатает детали. Основные характеристики принтера: область печати, толщина слоя, с которой он может печатать, точность печати.
Технически принцип работы 3D принтера : в него загружаются специальные команды управления (G-код), сгенерированные особой программой (слайсером), далее принтер выполняет их.
С точки зрения правильной интерпретации 3D принтер -это станок с ЧПУ( с численно - программным управлением), то есть управляемый ЭВМ.
Отличие ЧПУ станка от 3D принтера в том, что ЧПУ станок создает изделие, отсекая от нее лишнее фрезой или иным инструментом, а 3D принтер создает модель, выращивая ее.
- Виды 3д печати
-
FDM печать (печать термопластиком) - печать методом послойного наплавления. Материал печати - различные виды термопластика. Термопластик - это пластик, который плавится при температуре 190-260 градусов. Это PLA, ABS, PET-G, SBS, Carbon, Flex. Достоинства печати - простота печати и общедоступность материала. Недостатки - сравнительно низкая температура плавления материала и низкая детализация печати. Применяется для прототипирования и для большинства заказов.
SLA\DPL\LCD печать (печать фотополимером) - печать с полимеризацией(затвердиванием) фотополимера с помощью лазера или света. Достоинства - очень высокая детализация, возможность получения прозрачных форм, окрашивание перед печатью. Недостатки - высокая стоимость материала, его хрупкость и низкая скорость печати. Применяется в ювелирном деле и медицине. ABS-Like - это тип фотополимера, который по свойствам приближен к ABS, благодаря чему можно печатать точные и мелкие детали с прочностью пластика.
Гипсополимерная печать (печать гипсом) - печать методом склеивания порошкового гипса и нанесением на его поверхность рисунка. Достоинства - расход объема затраченного материала не больше объема модели, не требуется поддержки, многоцветная печать. Недостатки - высокая стоимость оборудования, хрупкость детали, дороговизна оборудования. Применяется в искусстве и сувенирной ечати.
SLS печать (печать полиамидом) - печать сплавлением порошкового пластика с помощью лазера. Достоинства - расход объема затраченного материала не больше объема модели, не требуется поддержки. Недостатки - высокая стоимость оборудования, невысокая детализация, плохре качество поверхности. Применяется для прототипирования.
- Что такое FDM печать?
-
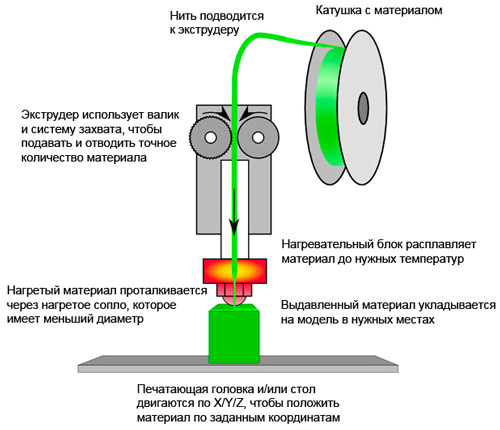
FDM печать( от англ. Fused deposition modeling) - это печать методом послойного наплавления. То есть пластик поступает в экструдер, в котором шестерни захватывают его и направляют его в специальную (фторопластовую) трубку- термобарьер. Из трубки пластик поступает в сопло в нагреваемом хот-энде. А из сопла под давлением пластик выдавливается наружу, где остывая он приклеивается к столу. Перемещение сопла осуществляют моторы под управлением программы.
Модель 3д принтера
- Основные характеристики печати. Что такое скорость печати и толщина(высота) слоя, плотность и тип рисунка заполнения модели, угол нависания поддержек?
-
Скорость печати
Скорость печати - это одна из самых важных характеристик, это скорость перемещения сопла принтера, измеряется в мм/c. Естественно, что тем выше скорость, тем хуже сцепление слоев и тем хуже качество печати.
На высокой скорости пластик не успевает затвердевать и принять требуемую форму, возникают силы инерции печатающей головки, вследствие чего возникают деформации, искривления, пропуски печати и другие дефекты печати.
Толщина(высота) слоя
Важно знать! Для большинства принтеров оптимальное среднее значение скорости печати от 45 до 65 мм/c и зависит от конструкции принтера и используемого материала для печати.
При печати пластик выдавливается «нитью», толщина(диаметр) которой и есть толщина(высота) слоя, измеряется в мм или микронах ( 1 микрон - 0,01мм).
Важно знать! Толщина(высота) слоя не равна диаметру нити пластика( например 1,75мм) и диаметру сопла( например 0,3мм), так как истончается вследствии натяжения нити.
Чем больше толщина слоя, тем сильнее видны на напечатанной модели слои и тем грубее и хуже будет качество печати. Современные принтеры могут печатать с толщиной слоя 0,05 мм, минимальное значение для удовлетворительного качества – 0,25 мм.
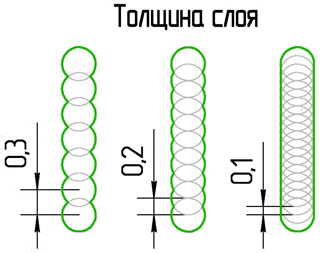
Зависимость качества печати от толщины слоя
Плотность заполнения
Для уменьшения расхода пластика и при этом сохранения прочности при печати внутри модели делают не сплошной заливкой, а определенной структуры – сотами. Прочность модели остается такой же, а вес можно уменьшить значительно, а следовательно и расход пластика. Структура внутренних сот может быть разной, по умолчанию она представляет квадраты. Это самый быстрый способ заливки. Но по прочности лучшей считается структура, напоминающая пчелиные соты. Параметр определяющий все это - плотность заполнения. В большинстве случаев достаточно 20% плотности заполнения.
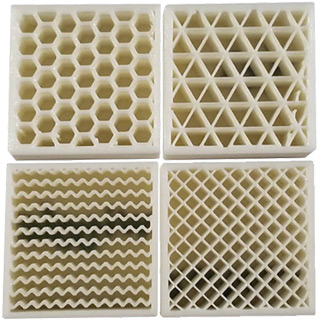
Типы заполнения модели
Поддержки
Если у модели есть какие-то нависающие на определенный угол детали, то они могут под действием силы тяжести деформироваться. Чтобы этого не произошло строятся поддержки -"столбы" поддерживающие нависающие элементы детали.
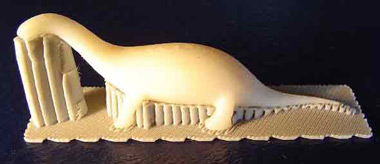
Пример построения модели с поддержками
Угол нависания и плотность поддержек отличаются для разных пластиков. Например для ABS вследствие большей текучести при печати и малой скорости застывания требуется более плотные поддержки и меньший угол нависания.PLA отличается способностью застывать на лету, и для него угол нависания может быть большим.
Если принтер позволят печать двумя соплами, то для создания поддержек применяется отличный от основного пластика материал поддержек. Это позволяет использовать в качестве материала поддержек такой, который можно легко удалить. Для разных пластиков используются определенные сочетания таких материалов, так как если подобрать неправильно то не будет нормального сцепления между материалами..
Для пластика ABS используется HIPS, который растворяется после печати погружением в Лимонен.
А для пластика PLA используется PVA ( фактически клей ПВА в твердом виде), который растворяется после печати в обычной воде.

Пример модели, напечатанной пластиком PLA с поддержками из PVA
Толщина стенок
Толщину стенок детали можно настраивать. Минимально для прочности и качества рекомендуется толщина не менее 0,8 мм.
- Основные виды пластиков: ABS, PLA, Flex
-
Так как температура разогрева сопла максимально 260 градусов, то соответственно требуются определенные виды пластиков для FDM-печати. Обычно используют ABS, PLA, Flex.
Пластик ABS (акрилонитрилбутадиенстирол) - это один из самых распространенных пластиков, производится из нефти, часто используется в автомобильной промышленности в качестве пластиковых изделий( бампера, торпедо) и для печати корпусов, деталей и частей высоконагруженных механизмов. Прочен, у него относительно высокая температура плавления, но из-за своих физико-температурных характеристик для печати этим пластиком требуется подогреваемая платформа и при печати возникают деформации больше, чем при печати другими пластиками.
Пластик PLA (полилакти́д) - биоразлагаемый, производится из сахарного тростника и кукурузы. Более хрупок, чем ABS, но у него есть преимущества: для печати им не требуется подогреваемая платформа и при печати им не возникают такие сильные деформации как у ABS.
Пластик Flex - гибкий, рименяется для печати "резиновых" изделий, при печати им требуется малая скорость печати.
Ознакомиться со всеми важными физико-техническими характеристиками пластиков Вы можете в таблице.
- Настройки печати по умолчанию
-
Настройки по умолчанию - это такие настройки основных и самых важных параметров печати, которые существенно влияют на расход пластика, скорость и качество печати. Стоимость печати рассчитывается, исходя из настроек по умолчанию. Если требуется печать с другими настройками клиент должен сообщить какие настройки печати должны быть изменены.
Толщина(высота) слоя - 0,25 мм.
Толщина стенок - 1,0 мм. Минимальная толщина стенок детали без пустот для образования стенок детали без сквозных дыр
Плотность заполнения - 20% .
Скорость печати - 65мм/c
Плотность поддержек - 15%
Угол нависания поддержек - 75 градусов Угол части детали, при превышении которого слайсер построит поддержки для того, чтобы нависающие элементы не деформировались под действием силы тяжести.
Положение на печатном столе - на усмотрение оператора. Положение детали оператор печати выбирает самостоятельно исходя из минимизации расхода пластика, максимально возможного качества лицевых поверхностей, минимизации поддержек и с учетом собственного опыта.
- Расчет стоимости печати
-
Цена на сайте указана за см3. Стомость 1 см3 указана на странице наших акции
В случае FDM печати объем рассчитывается исходя из фактического расхода пластика для 3D печати, так как модель по умолчанию заполнена на 20% и толщина стенок детали -1 мм, то расход в подавляющем большинстве случаев меньше объема модели. Поэтому расчет производится индивидуально ? исходя из пожеланий заказчика и особенностей модели.
В случае SLA печати объем рассчитывается исходя из объема детали плюс объема, требуемого для построения поддержек. В большинстве случаев дополнительный объем для построения поддержек 10-20% от объема модели. Для более точного расчета требуется , чтобы мы рассчитали требуемый объем. Иногда можно уменьшить расход материала, сделав модель пустотелой
В остальных случаях требуемый объем равен объему детали.
- Печать SLA\DLP\LCD фотополимером.
-
Принцип печати SLA состоит в том, что направляемый системой линз луч лазера попадает на жидкую фотополимерную смолу, которая под воздействием света затвердевает(полимеризуется). Таким образом поточечно и слой за слоем модель модель выращивается, прикрепляясь к платформе и предыдущим слоям.
Важно знать! И для такой печати тоже требуются поддержки, но таких поддержек меньше, чем при FDM печати и удалять их проще.
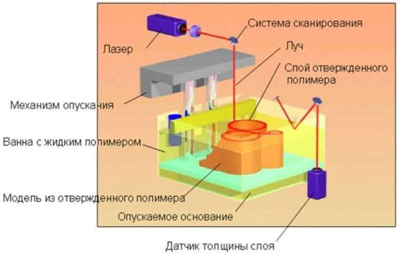
Принцип печати SLA
- Программа печати. Слайсер.
-
Слайсер ( от анг. slicer -ломкорезка) - программа, создающая файл с командами принтеру на печать на основе параметров печати.
Мы загружаем в программу модель, задаем параметры и настройки печати, определяющие ньюансы печати, после чего программа рассчитывает количество материала, время печати и создает управляющий код для принтера (G -код).
- Дефекты печати. Усадка, деформация
-
При печати часто возникают дефекты:
- усадка;
- слоистость;
- непропечатывание мелких элементов;
- дефекты после удаления поддержек.
Усадка
Один из самых частых дефектов - усадка. Что такое усадка? При печати остывая пластик усаживается , т.е. уменьшается в размерах от 1 до 5% общего объема. Чаще всего это проявляется в том, что на крупных (от 10 см) деталях края отрывает от стола и деталь деформируется.
Усадка зависит от типа пластика и плотности заполнения. Некоторые пластики -ABS, PC, Neylon обладают достаточно сильной усадкой, поэтому печатать такими пластиками достаточно непросто, результат может быть непредсказуем и желательно печатать пластиками с малой усадкой: PLA, PETG, Carbon, SBS. Также рекомендуется применять 3D принтеры с закрытыми камерами и дополнительную кайму при печати.
СлоистостьСлоистость
Так как в основе технологии FDM -печати лежит послойное наплавление, то слои видно визуально. Это критично при печати сувениров, статуэток, так и при печати корпусов и мелких деталей.
Как уменьшить слоистость?
Уменьшить толщину(высоту) слоя. Чем тоньше слой, тем меньше видны слои. Но чем меньше толщина слоя, тем больше времени требуется для печати.
Обработка (сглаживание) специальными расворителями или шлифовка
использование технологии печати, не дающей слоистость, например фотополтмерной печати или использование материала без эффекта слоистоити типа Carbon.
Непропечатывание мелких элементов
Если у модели есть элементы(части) менее 5 мм, то слайсер просто не сможет создать правильные команды управления, чтобы напечатать такие элементы. Чтобы исправить ситуацию уменьшают толщину слоя и скорость печать.
Но лучше в этом случае изменить технологию печати на, например фотополимерную печатьДефекты после удаления поддержек
Когда для печати используются поддержки, то после их удаления обязательно остаются дефекты. Почему? Поддержки соединяются с деталью, чтобы пластик не протекал и в этих местах образуется неровная поверхность. Также так как поддержки имеют зазор и малый процент заполнения, то частично пластик протекает через них и образует "сопли"
- Постобработка
-
Напечатанная деталь нередко не готовое изделие, а требует постобработки, то есть обработке после печати.
Такая обработка не входит в стоимость печати и ее стоимость зависит от сложности операций.Удаление поддержек. После печати поддержки необходимо удалить. Такое удаление поддержек требует опыта ,чтобы не повредить изделие. Но в большинстве случаев это достаточно простая процедура.
Создание гладкой и глянцевой поверхности. Для удаления слоистости чаще всего применяют шлифовку и(или) обработку растворителями ( ацетон, дихлорметан).
Покраска и грунтование. Так как в большинстве печать осуществляется одним цветом, то если требуется многоцветная печать, то после печати обрабатывают деталь, грунтуют и раскрашивают профессиональные художники.